FG-Katalog Fiberglas Güçlü ve Hafif Fiberglas Ürünü



Ürün uygulaması: Cam elyaf bant esas olarak sanayide kullanılır: ısı yalıtımı, yanmaz, alev geciktirici, conta vb. Özellikle her türlü ev şöminesinin sızdırmazlığı ve korunmasında uygulanır.
Teknik Genel Bakış:
Çalışma Sıcaklığı:
550°C
Boyut Aralığı:
Genişlik: 15-300 mm
Kalınlık: 1,5-5 mm
Standart uzunluk: 30M
Fiberglas hakkında daha fazla bilgi
FİBERGLAS İPLİK
Eritilmiş camın ısıtılarak elyaflara dönüştürülmesi ve camın ince elyaflara dönüştürülmesi işlemi bin yıldır bilinmektedir; ancak 1930'lardaki endüstriyel gelişme, tekstil uygulamalarına uygun bu ürünlerin seri üretimini mümkün kıldı.
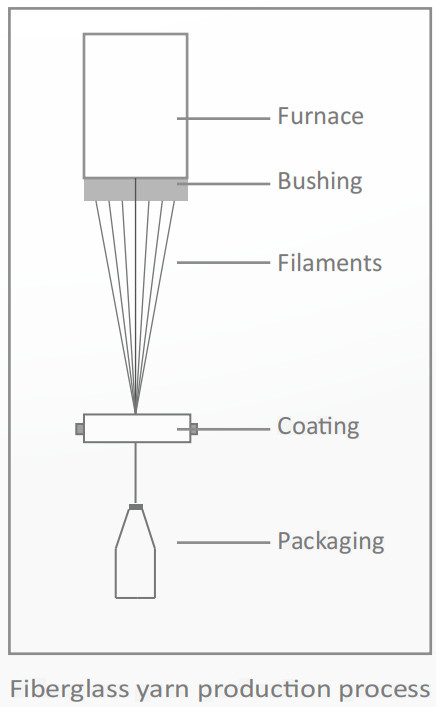
Lifler, harmanlama, eritme, lifleştirme, kaplama ve kurutma/paketleme olarak bilinen beş aşamalı bir işlemle elde edilir.
•Toplama
Bu adım sırasında ham maddeler tam miktarlarda dikkatlice tartılır ve iyice karıştırılır veya gruplanır. Örneğin E-Cam, SiO2 (Silika), Al2O3 (alüminyum oksit), CaO (Kalsiyum oksit veya kireç), MgO (magnezyum oksit), B2O3 (bor oksit), vb.'den oluşur.
•Erime
Malzeme harmanlandıktan sonra yaklaşık 1400°C sıcaklıktaki özel fırınlara gönderilir. Normalde fırınlar farklı sıcaklık aralıklarına sahip üç bölüme ayrılır.
• Fiberizasyon
Erimiş cam, belirli sayıda çok ince deliklere sahip, erozyona dayanıklı planum alaşımından yapılmış burçtan geçer. Su jetleri, burçtan çıkan filamentleri soğutur ve yüksek hızlı sarıcılar tarafından art arda bir araya toplanır. Burada gerilim uygulandığından erimiş cam akışı ince filamentler halinde çekilir.
• Kaplama
Filamentlerin üzerine yağlayıcı görevi görmesi için kimyasal bir kaplama uygulanır. Bu adım, filamentlerin toplanıp paketler halinde sarılırken aşınmasını ve kırılmasını önlemek için gereklidir.
• Kurutma/paketleme
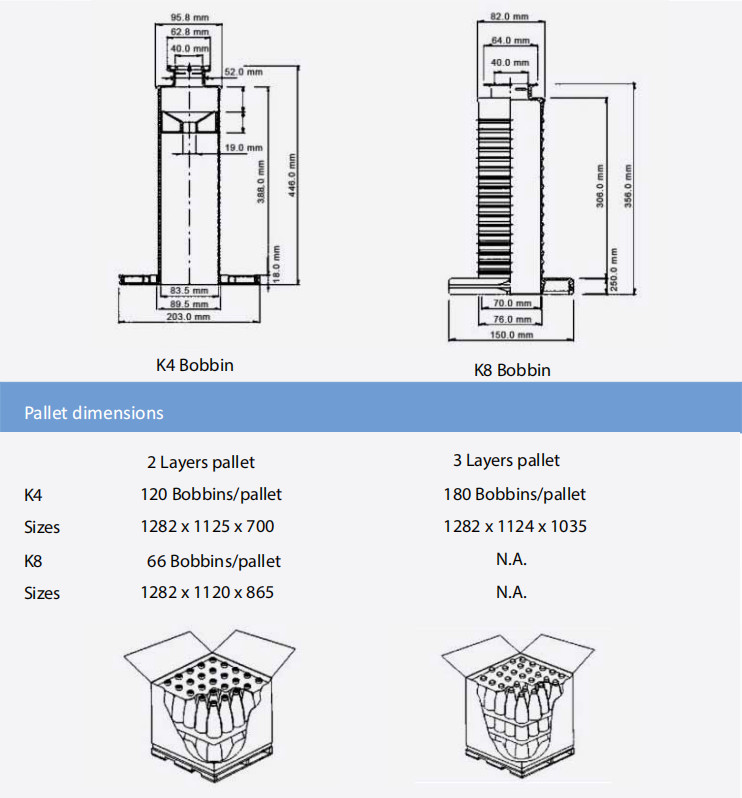
Çekilen filamentler bir demet halinde toplanır ve çeşitli sayıda filamentten oluşan bir cam şerit oluşturulur. İplik, bir iplik makarasına benzeyen bir şekillendirme paketi halinde bir tamburun üzerine sarılır.
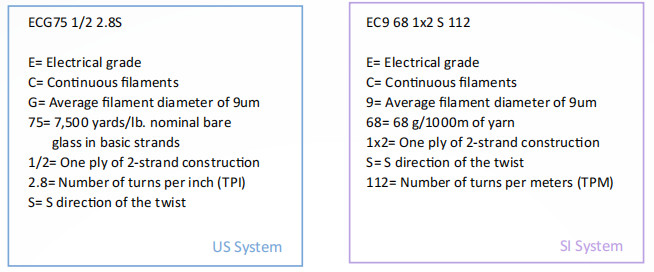
İPLİK İSİMLENDİRMESİ
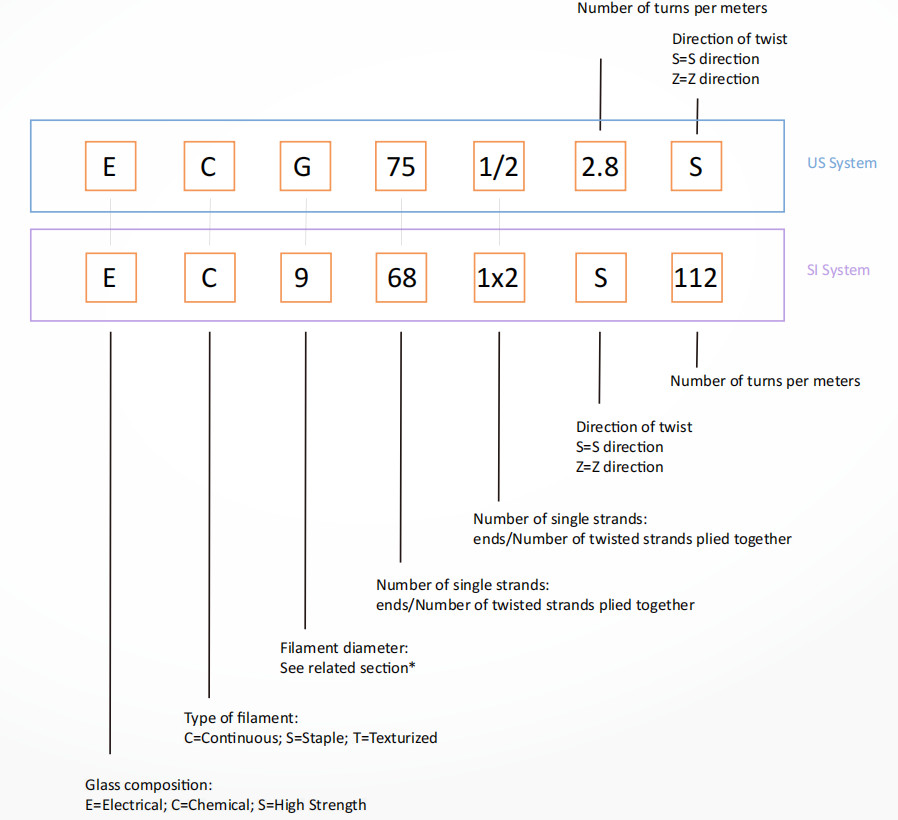
Cam elyaflar normal olarak ya ABD geleneksel sistemi (inç-pound sistemi) ya da SI/metrik sistemi (TEX/metrik sistemi) ile tanımlanır. Her ikisi de cam bileşimini, filaman tipini, iplik sayısını ve iplik yapısını tanımlayan uluslararası kabul görmüş ölçüm standartlarıdır.
Her iki standart için özel tanımlama sistemi aşağıda verilmiştir:
İPLİK İSİMLENDİRMESİ (devamı)
İplik tanımlama sistemi örnekleri
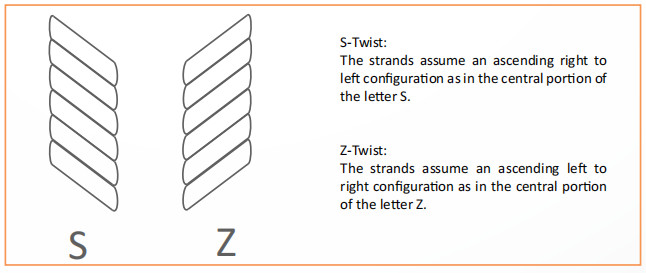
Büküm yönü
Büküm, gelişmiş aşınma direnci, daha iyi işleme ve daha yüksek çekme mukavemeti açısından faydalar sağlamak üzere ipliklere mekanik olarak uygulanır. Bükümün yönü normalde S veya Z harfiyle gösterilir.
İpliğin S veya Z yönü, dikey konumda tutulduğunda ipliğin eğiminden tanınabilir
İPLİK İSİMLENDİRMESİ (devamı)
İplik çapları -US ve SI sistemi arasındaki karşılaştırma değerleri
| ABD Birimleri (mektup) | SI Birimleri(mikron) | SI BirimleriTEX (g/100m) | Yaklaşık filaman sayısı |
| BC | 4 | 1.7 | 51 |
| BC | 4 | 2.2 | 66 |
| BC | 4 | 3.3 | 102 |
| D | 5 | 2.75 | 51 |
| C | 4.5 | 4.1 | 102 |
| D | 5 | 5.5 | 102 |
| D | 5 | 11 | 204 |
| E | 7 | 22 | 204 |
| BC | 4 | 33 | 1064 |
| DE | 6 | 33 | 408 |
| G | 9 | 33 | 204 |
| E | 7 | 45 | 408 |
| H | 11 | 45 | 204 |
| DE | 6 | 50 | 612 |
| DE | 6 | 66 | 816 |
| G | 9 | 66 | 408 |
| K | 13 | 66 | 204 |
| H | 11 | 90 | 408 |
| DE | 6 | 99 | 1224 |
| DE | 6 | 134 | 1632 |
| G | 9 | 134 | 816 |
| K | 13 | 134 | 408 |
| H | 11 | 198 | 816 |
| G | 9 | 257 | 1632 |
| K | 13 | 275 | 816 |
| H | 11 | 275 | 1224 |
Karşılaştırma değerleri - Strand Twist
| TPI | TPM | TPI | TPM |
| 0,5 | 20 | 3.0 | 120 |
| 0,7 | 28 | 3.5 | 140 |
| 1.0 | 40 | 3.8 | 152 |
| 1.3 | 52 | 4.0 | 162 |
| 2.0 | 80 | 5.0 | 200 |
| 2.8 | 112 | 7.0 | 280 |
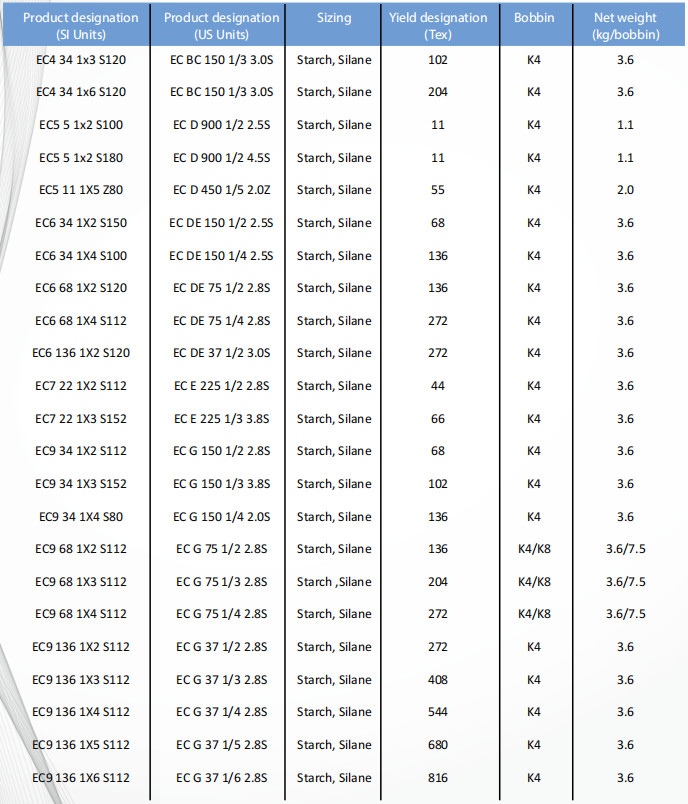
İPLİKLER
E-Cam Sürekli bükülmüş iplik
Ambalajlama
E-Cam Sürekli bükülmüş iplik